Предназначена для абразивной обработки различных материалов - металлов и сплавов, пластмасс и древесины, кожи и других. Применяется как сухое, так и шлифование с применением смачивающе-охлаждющих жидкостей (СОЖ).
В качестве абразива для шкурок на бумажной основе применяют стекло, кремень, нормальный и регенерированный электрокорунд, зеленый и черный карбид кремния. Для шкурок на тканевой основе применяют также кварц, а для ленточного шлифования — белый электрокорунд.
Шкурка шлифовальная изготавливается путем нанесения абразивного зерна на полотняную основу.
Основы бывают следующих типов :
- бумажная ;
- тканевая ;
- комбинированная (ламинат ткани и бумаги).
Неводостойкая шлифовальная шкурка изготавливается с применением мездрового клея ;
водостойкая - с применением синтетических смол и лаков.
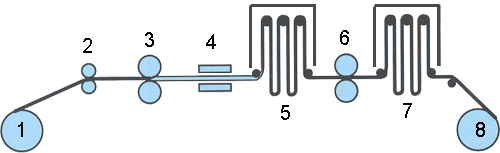
Производство шлифшкурки осуществляется на поточных автоматизированных линиях (см. рис. 1).
Рулон бумаги или аппретированной ткани устанавливается на размоточное устройство (1). Основа
проходит через маркировочную машину, где производится нанесение маркировки на
неработующую сторону полотна (2). Далее основа проходит через двухвалковый клеенаносящий
механизм (3) ; толщина клеевого слоя, наносимого на рабочую поверхность полотна регулируется
изменением зазора между валками. Далее полотно проходит через устройство нанесения шлифзерна (4).
В зависмости от зернистости шкурки, линия оборудуется устройством нанесения шлифзерна, действующим
по гравитационному или электростатическому принципу. После нанесения, шлифзерно вдавливается в
клей стальными валками ; плохо приклееное зерно удаляется с основы отбойниками. Далее основа с
абразивным зерном следует в гирляндное сушило (5), после чего поступает во второй клеенаносящий
механизм (6), где производится нанесение закрепляющего клеевого слоя. Окончательная сушка шкурки
производится во втором гирляндном сушиле (7). Из сушильной камеры полотно поступает на намоточный
станок (8).
Рис. 1
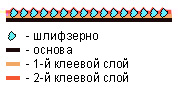
Рис. 2
На рисунке 2 изображены слои шлифшкурки.
Сочетание клеевых слоев может быть следующим :
(1) синтетическая смола --- (2) синтетическая смола
(1) клей --- (2) синтетическая смола
(1) клей --- (2) клей
Производственная линия принимает полотно шириной до 3 м.. Готовая шлифшкурка может быть
разрезана так, как это удобно для дальнейшей технологической переработки, или на продольные
ленты и полосы.
Товарные рулоны шлифшкурки имеют длину от 20 до 50 м. и ширину 700....1200 мм..
Ленты изготавливаются шириной от 120 до 150 мм. и переделываются в дальнешем в
бесконечные ленты для шлифовальных станков.
Шлифшкурка различается по плотности или количеству наносимого зерна. Плотность 100%
подразумевает полное покрытие поверхности полотна абразивным зерном. Высокоплотное покрытие
называют закрытой структурой.
Покрытие от 30% до 60% поверхности полотна называют открытой структурой.
За рубежом данный раздел абразивного инструмента, именуемый у нас шлифшкуркой, носит
название абразивное покрытие (coated abrasives) или нанесенные абразивы.
Шлифшкурку открытой структуры используют для обработки волокнистых материалов, вызывающих
"засаливание" рабочей поверхности инструмента, таких как дерево, цветные металлы, резина, пластик.
Абразивное покрытие может быть нанесено как сплошным так и прерывистым (рельефным) слоем.
Маркировка шлифшкурки наносится на тыльной (не рабочей) стороне полотна через каждые 210-250 мм. в
продольном направлении полотна и через каждые 180-220 мм. в поперечном направлении.
Маркировка содержит следующие сведения :
- товарный знак предприятия-изготовителя ;
- условное обозначение ;
- номер партии.
Условное обозначение в зависимости от типа шкурки может быть разным :
Пример 1
2Р 830х50 С2 24А 40Н М ГОСТ 5009-82
- тканевая шкурка типа 2 с рельефным рабочим слоем шириной 850 мм. и длиной 50 м., на сарже
средней №2 суровой, из белого электрокорунда марки 24А, зернистости 40Н,
на мездровом (М) клее.
Пример 2
Д2 820х20 УГ 63С 40Н/25П СФЖ ГОСТ 13344-79
- водостойкая двухслойная шкурка типа 2 шириной 820 мм., длиной 20 м.,
на тканевой основе из гладкокрашеной утяжеленной саржи (УГ), из карбида кремния
зеленого марки 63С, зернистости 40Н и 25П, на смоле фенольной жидкой (СФЖ).
Пример 3
1С 1000х50 П2 15А 25Н М ГОСТ 6456-82
- неводостойкая шлифовальная шкурка типа 1 со сплошным рабочим слоем (С)
шириной 1000 мм. длиной 50 м., на бумаге класса 2, из электрокорунда нормального марки
15А, зернистости 25Н, на мездровом (М) клее.
Пример 4
750х50 М 64С 16П ГОСТ 10054-82
- водостойкая шлифовальная шкурка в рулоне шириной 750 мм., длиной 50 м., на
влагопрочной бумаге, из карбида кремния зеленого марки 64С, зернистости 16П.
Из шлифшкурки производят различные изделия такие как бесконечные ленты для шлифовальных
станков, листы для шлифования руками, круги для угловых шлифмашинок,
лепестковые круги. Предлагаются различные приспособления
для использования изделий из шлифшкурки : резиновые круглые подложки как для использования
на угловых шлифмашинках так и для дрелей, резиновые конусные бобины с металлическими
штифтами, установливаемые в патроне дрели или сверлильного станка для шлифовальных лент,
склеенных на конус, и другие.
Шлифшкурка и изделия из нее имеют ограниченный срок хранения - до 2-х лет в условиях нормальной
влажности (60-70%) и температуры.
Шлифшкурку в рулонах не следует бросать, что бы избежать осыпания абразивного покрытия.