|
|
|
| Главная |
|
Отрезные круги на бакелитовой (Б) и вулканитовой (В) связках предназначены для абразивной прорезки и отрезки. Согласно ГОСТ 21963-82 отрезные круги должны изготавливаться без упрочняющих элементов или с упрочняющими элементами ( У ). Круги должны изготавливаться следующих видов: В обозначении типов отрезных кругов существует некоторая путаница. ГОСТ 21963-82 не выделяет понятия типа отрезного круга и речь в нём идёт исключительно о плоских кругах высотой до 5мм (для кругов без упрочняющих элементов ) и высотой до 15 мм ( круги с упрочняющими элементами наружным диаметром 1500 мм ), т.е. частично данные круги попадают под тип 1 (ПП) ГОСТ 2424-83. Вместе с тем, в ГОСТе 21445-84 (Материалы и инструменты абразивные. Термины и определения.) термин "отрезной круг" поясняется как:"шлифовальный круг, предназначенный для абразивной отрезки и абразивной прорезки". ISO525 чётко указывает тип отрезных кругов плоских - 41, отрезных с утопленным центром - 42 предназначенных исключительно для отрезных и прорезных работ. В настоящее время выпускаются бакелитовые круги с выпуклым ( утопленным ) центром. В стандарте ISO 525 им присвоен тип 27 и круги данного типа предназначены для работы на ручных шлифовальных машинах, выпускаются только армированными и предназначены как для отрезки и прорезки, так и для обдирочных, шлифовальных работ, зачистки сварных швов, т.е. указанное назначение не соответствует определению отрезного круга, приведенного в ГОСТ 21445-84. 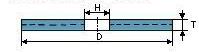 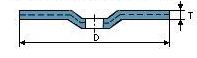 Пример условного обозначения круга с наружным диаметром 115 мм, высотой 1,6 мм, диаметром посадочного отверстия 22 мм, из нормального электрокорунда марки 14А, зернистостью 40-Н, со звуковым индексом 41, на бакелитовой связке Б, с упрочняющим злементом У, с рабочей скоростью 80 м/с, класса неуравновешенности 2, для резки горячего металла: 115 Х 1,6 Х 22 14А 40-Н 41 БУ 80 м/с 2кл. 2 ГОСТ 21963-82
Обдирка. Для обирочных операций используются круги на бакелитовой связке с упрочнением стальным кольцом или без такового. Используются круги прямого профиля (ПП), с выемкой (ПВ), реже чашечные круги (ЧЦ) (см. Типы и формы абразивного инструмента). Обрабатываемый материал - чугун, стали. Кругом, установленным в стационарном шлифовальном станке снимают заусенцы и наплывы с чугунных отливок. При помощи ручных и подвесных станков снимают окалину с поверхности стального проката. В обдирочном инструменте используется шлифматериал зернистостью 80-120. Обдирочные круги выпускаются с внешним диаметром от 250 до 500 мм.
Отрезка. Отрезные круги в зависимости от условий эксплуатации выпускаются без упрочнения или с упрочнением сеткой из стекловолокна. На ручных угловых шлифмашинках используются только упрочненные круги (диам. 150-230 мм.). Для отрезки и прорезки изделий из стали применяются круги из электрокорунда нормального (14А) зернистостью 40-63. Для резки чугуна, кирпича, керамики, цветных металлов, изделий из пластика - из карбида кремния (54С) зернистостью 40-63. Отрезные круги выпускаются с внешним диаметром от 100 до 1200 мм. Круги большого диаметра, от 400 до 1200 мм. используются в стационарных станках для резки крупного стального проката, например швелеров, рельсов. Производятся специальные круги для бесприжоговой резки. Уменьшение прижога краев отрезаемого материала обеспечивается за счет шероховатости поверхности круга.
Зачистка. Зачистные круги выпускаются с упрочнением сетками из стекловолокна и имеют размеры от 150 до 230 мм.. Применяются главным образом на ручных шлифовальных машинках для снятия заусенцев на металлических изделиях, зачистки сварных швов, шлифования со снятием больших припусков.
|